Существует большое количество признаков, по которым можно классифицировать новое и БУ оборудование для деревообработки и производства мебели. Наиболее распространена классификация по технологическому и конструктивным признакам. По технологическому признаку деревообрабатывающее оборудование подразделяется на дереворежущее общего и специального назначения, клеильно-сборочное, прессовое, отделочное и сушильное. Появились также многооперационные автоматические машины и линии, в которых выполняются различные комбинации технологических операций (обработка резанием, облицовывание, сборка, сушка и др.).
Машины по классификационным признакам подразделяются на следующие классификационные группы.
Число одновременно обрабатываемых деталей:
- одно-, двух-, трех-, многопредметные;
- одно-, двух-, трех-, многопоточные
Число одновременно обрабатываемых сторон детали:
- односторонние
- двусторонние
- трехсторонние
- четырехсторонние
Число позиций обработки:
- одно-,
- двух-,
- трех-,
- четырех-,
- многопозиционные.
Число шпинделей с главным рабочим органом:
- одно-,
- двух-,
- трех-,
- четырех-,
- многошпиндельные.
Схема (траектория) движения обрабатываемой детали:
- с замкнутой
- или разомкнутой схемой движения
- с прямолинейной
- или криволинейной траекторией.
Компоновка машины:
- вертикальная,
- горизонтальная,
- круговая,
- звездообразная.
Степень конструктивной преемственности:
- оригинальной конструкции,
- унифицированные,
- нормализованные,
- агрегатированные.
Характер относительного перемещения подачи обрабатываемой детали и инструмента:
- цикловые – с прерывистым перемещением детали или инструмента,
- проходные – с непрерывным перемещением детали.
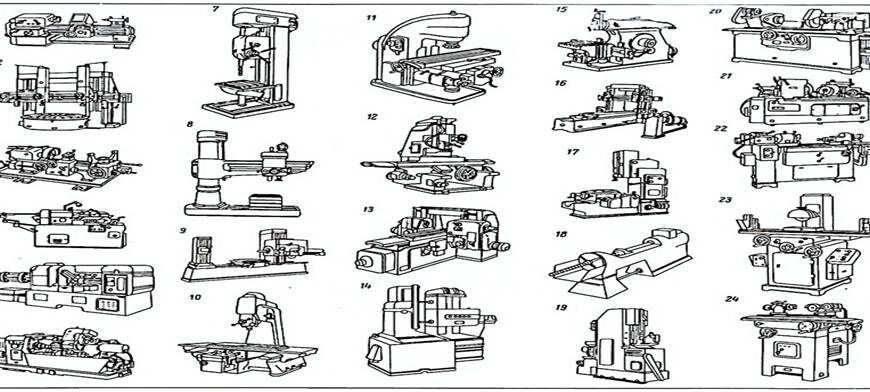
По технологическому признаку станки общего назначения подразделяются на следующие типы:
- окорочные,
- лесопильные рамы,
- ленточнопильные,
- круглопильные,
- продольно-фрезерные,
- фрезерные, шипорезные,
- сверлильные,
- сверлильно-пазовальные,
- долбежные,
- токарные,
- шлифовальные.
Для различия типов и моделей в деревообрабатывающем станкостроении принята буквенная индексация станков.
Буквенно-цифровая индексация деревообрабатывающих станков
Таблица 1
| Окорочный | ОК |
| Лесопильные рамы вертикальная двухэтажная горизонтальная | Р 2Р РГ |
| Ленточнопильные станки: для распиловки бревен вертикальные горизонтальные делительные столярные | ЛБ ЛГ ЛД ЛС |
| Круглопильные станки: для продольного раскроя для поперечного раскрая для форматного раскроя | ЦД ЦТ ЦТФ |
| Фуговальный станок | СФ |
| Рейсмусовый | СР |
| Четырехсторонний продольно-фрезерный | С |
| Фрезерный | Ф |
| Шлифовальный станок | Шл |
| Шипорезные для рамного шипа: односторонние двусторонние | ШО ШД |
| Шипорезные для ящичного шипа: прямого ласточкин хвост | ШП ШЛХ |
| Сверлильный | СВ |
| Сверлильно-пазовальный | СВП |
| Долбежный с фрезерной цепочкой | ДЦ |
| Токарный | Т |
| Круглопалочный | КП |
| Шлифовальный | ШЛ |
Первые буквы индексации обозначают основной признак станка и его технологическое назначение. Кроме этих букв для указания максимального характерного параметра и модели станка проставляют соответствующие цифры. Например, индексация Ф2К-2 означает – станок фрезерный, двухшпиндельный, с карусельным столом, второй модели; ЛС80-5 – станок ленточнопильный, столярный, диаметр рабочих шкивов 800 мм, пятая модель и т. д.
Окорочные станки
В современном производстве применяются в основном окорочные станки трех видов: роторные с притупленными короснимателями, суппортные с фрезерными головками и гидравлические. Наибольшее распространение в нашей стране получили станки роторного типа. Притупленные коросниматели закрепляются во вращающемся роторе. Центрирование бревна по оси ротора производится автоматически. Нажимное усилие создается пружинами, пневматическими или гидравлическими цилиндрами. Это усилие в зависимости от состояния древесины принимается равным 750 … 1750 Н. Съем коры происходит по камбиевому слою.
Лесопильные рамы
Лесопильные рамы предназначены для продольного распиливания бревен и брусьев на пиломатериалы. Пиление производится одной или несколькими полосовыми пилами, натянутыми в пильной рамке и составляющими состав пил.
В зависимости от специализации лесопильные рамы делятся на две группы: общего и специального назначения. Рамы общего назначения предназначены для распиловки бревен и брусьев на пиломатериалы с установкой в стационарных лесопильных цехах. По конструктивным признакам они могут быть одноэтажные (Р63, Р80) и двухэтажные (2Р50, 2Р63, 2Р80, 2Р100). В зависимости от технологии производства рамы могут быть первого (2Р63-1) и второго (2Р63-2) рядов. Рамы общего назначения всегда оборудуются четырехвальцовым механизмом подачи.
К лесопильным рамам специального назначения относятся: горизонтальные (РГ), коротышевые (РК), тарные (РТ) и передвижные (РПМ). Особенностью горизонтальной лесопильной рамы является то, что пильная рамка, несущая одно пильное полотно, перемещается в горизонтальном направлении. Продольная подача бревна производится тележкой. Подача на толщину отпиливаемой доски производится суппортом пильной рамки. Они предназначены для раскроя кряжей ценных пород, а также для выпиливания ванчесов в фанерном производстве.
Коротышевые лесопильные рамы предназначены для распиловки бревен длиной до 3 м. Их особенностью является наличие восьмивальцового механизма подачи для надежного базирования коротких бревен в процессе распиловки.
Тарные лесопильные рамы используют для распиловки бревен на тарную дощечку толщиной до 6 мм при незначительных отходах древесины в опилки за счет тонкого до (1 мм) полотна пилы. Передвижные лесопильные рамы применяют во временных лесопильных цехах, на лесных делянках. Их устанавливают на подвижных платформах и транспортируют к месту назначения без демонтажа тракторами и автомашинами.
Для раскроя пиломатериалов, заготовок и листовых материалов (фанеры, столярных, древесно-стружечных и древесноволокнистых плит) на заготовки и детали применяют круглопильные и ленточнопильные станки.
Круглопильные станки
Круглопильные станки применяют для раскроя пиломатериалов, заготовок, плитных материалов (фанеры, древесноволокнистых, древесностружечных плит. В зависимости от технологического назначения круглопильные станки разделяют на станки для поперечного, продольного и смешанного раскроя материала.
На станках для поперечного раскроя осуществляется раскрой материала по длине на черновые заготовки и точная торцовка деталей. Имеются станки с подачей пилы на обрабатываемый материал и с подачей материала на пилы. В станках с подачей пилы траектория пильного диска может быть по дуге и прямолинейной. Пильный диск по отношению к материалу располагается сверху или снизу.
Все станки для поперечного раскроя называются торцовочными. К торцовочным станкам с подачей пилы по дуговой траектории относятся балансирные и маятниковые. Наибольшее распространение имеют торцовочные станки с прямолинейным надвиганием пилы на материал, к которым относятся шарнирные и суппортные. Суппортные торцовочные станки обеспечивают более точную распиловку, чем шарнирные. Круглопильные станки для продольного и смешанного раскроя бывают с ручной и механизированной подачей материала на пилу. Органами подачи могут быть вальцы, конвейеры и каретки. По числу одновременно работающих пил станки могут быть одно-, двух-, и многопильные. Станки с ручной подачей материала на пилу предназначаются для точной торцовки деталей после строгания. На этих станках можно раскраивать материал по всем направлениям – вдоль, поперек и под углом. поэтому их называют универсальными. Станки снабжаются каретками и автоподатчиками для более точного направления материала на пилу.
Для продольного раскроя применяют в основном станки с механизированной подачей материала. По назначению они подразделяются на следующие основные группы:
- обрезные однопильные с вальцово-дисковой подачей для обрезки одной кромки у необрезных досок или продольного раскроя досок и заготовок по линейке, установленной на станке;
- прирезные одно- или многопильные с гусеничной подачей для точной прирезке досок и заготовок по ширине;
- многопильные станки с вальцовой подачей для раскроя досок и заготовок на планки и рейки;
- ребровые станки с вальцовой подачей для раскроя толстых досок и заготовок на тонкие одинарные.
Если при торцовке наблюдается косина реза по ширине доски, то это означает, что нарушена прямолинейность линейки (направляющей), а если имеется косина реза по толщине доски – нарушена перпендикулярность оси пильного вала поверхности стола. Рваные торцы на заготовках получаются при биении пильного вала.
На прирезных станках непараллельный пропил получается, если направляющая линейка установлена непрямолинейно, мшистый – если ось пильного вала не перпендикулярна направлению движения подающей цепи, пропил с нарушением прямого угла между пластью и кромкой – вследствие нарушения перпендикулярности пильного вала плоскости звеньев гусеничной цепи.
У круглопильных станков пильный диск должен быть защищен сверху автоматически действующим ограждением, открывающим зубья лишь в процессе пиления. У станков для продольного раскроя диск снизу ограждают защитными щитками. Для предотвращения заклинивания зубьев пилы за пильным диском на расстоянии до 10 мм устанавливают расклинивающий нож.
Ленточнопильные станки
Ленточнопильные станки для раскроя древесных материалов в зависимости от назначения разделяются на следующие группы:
- станки делительные с механизированной подачей для продольного раскроя брусьев, толстых досок и горбылей на тонкие доски или заготовки;
- станки столярные с подачей вручную или съемным автоподатчиком для прямолинейного или криволинейного раскроя пиломатериалов, щитов, плит и фанеры;
- бревнопильные.
Ленточнопильные станки делительные могут быть вертикальные и горизонтальные, столярные – только вертикальные. Механизмы резания этих трех типов станков мало чем отличаются в конструктивном отношении. Основное различие этих станков заключается в конструкции механизма подачи. На столярных станках подача обычно ручная, на делительных подача материала механизирована, вальцовочного или вальцово-гусеничного типа. подающие элементы механизма подачи располагаются вертикально. На бревнопильных станках бревно закрепляется на тележке и подается на режущий инструмент.
Ленточнопильный станок состоит из станины, на которой закреплены ведущие и поддерживающие пильную ленту колеса и электромотор, приводящий во вращение через привод ведущее колесо. Натяжение пильной ленты регулируется, а место ее фиксируется упором и двумя роликами вблизи стола. Пильную ленту изготовляют из ленточного пильного полотна, ширину и величину зубьев которого определяют в зависимости от величины станка и рода работы так же, как и для ручных лучковых пил. Заточку и развод производят по типу универсального профиля зубьев.
Для образования замкнутой ленты концы пильного полотна соединяют при помощи пайки медным припоем, латунью или медью. Так же действуют и при ремонте оборванного полотна. Пайка ленточных пил в заводских условиях осуществляется на специальном электрическом сварочном аппарате.
В условиях небольших мастерских можно успешно паять пилы горелкой или при помощи специальных клещей. Можно рекомендовать следующий процесс пайки: место пайки (стыка пилы) шлифуют “на ус”, затем, вырезав по ширине пилы полоску латуни толщиной 0,3-0,4 мм, смачивают водой, посыпают порошком буры (бура служит флюсом, предохраняющим место пайки от окисления при нагреве) и закладывают между спаиваемыми поверхностями. Тем временем массивные губки клещей нагревают в горне или газовой горелке до светло-красного цвета (800-1000 °С). Клещи накладывают на место пайки и сжимают.
Раскаленные массивные губки клещей отдают тепло пиле, и она быстро нагревается до температуры самих губок. Латунь и бура плавятся и, растекаясь по месту стыка, образуют надежное соединение. Дав ленте остынуть в зажатом состоянии до тех пор, пока припой станет твердым, клещи снимают, а место пайки протирают мокрой тряпкой для того, чтобы оно восстановило твердость, утраченную при нагреве (подкалилось). При этом надо добиваться, чтобы жесткость места спайки была такой же, как и жесткость остальной части пилы. Если место стыка после охлаждения получилось слишком твердым, его надо еще раз подогреть клещами до появления соломенного цвета побежалости и дать постепенно остынуть. Если оно получилось слишком мягким, то клещи следует нагреть докрасна, прогреть ими место спайки и затем место стыка охладить более резко.
Во время охлаждения важно следить за тем, чтобы клещи не припаялись к ленте пилы. Для этого их губки перед нагревом смазывают раствором жидкого стекла с мелом.
При установке на ленточную пилу полотно надевают на верхний и нижний диски и натягивают специальной рукояткой. Затем, вращая верхний диск, проверяют правильность прохождения полотна по дискам и упорным роликам. Если необходимо, производят регулировку имеющимся на станке устройством. После этого на короткий срок включают станок и проводят дополнительную регулировку.
Нужно следить за тем, чтобы во время работы было поставлено ограждение пилы и закрыты кожухи дисков.
Продольно-фрезерные станки
Продольно-фрезерные станки предназначены для формирования продольных поверхностей по сечению брусковых и щитовых деталей . Обработка поверхностей производится методом фрезерования ножевыми валами или насадными фрезами. Станки подразделяются на фуговальные, рейсмусовые и четырехсторонние. Фуговальные станки предназначены для создания одной или двух базовых поверхностей за один проход. Они могут быть с ручной и механизированной подачей; одно- или двусторонние.
На двусторонних станках перпендикулярно продольной оси ножевого вала устанавливается вертикальный кромкофуговальный шпиндель. Механизм подачи может быть вальцового или конвейерного типа. На станине станка имеются столы, из которых передний стол длиннее заднего, что обеспечивает более точное фугование. Столы устанавливают так, чтобы задний стол находился на уровне выступающих режущих кромок ножей вала, а передний – ниже на толщину снимаемой стружки.
Обрабатывают заготовки с вогнутой стороны. Если между кромкой и пластью заготовки не получается прямой угол, надо настроить направляющую линейку. Непрострожка и вырывы на обработанной поверхности получаются, если столы установлены непараллельно в продольном и поперечном направлениях. Непрострожка по ширине получается при отклонении ножевого вала относительно плоскости заднего стола. Ножевой вал фуговальных станков с ручной подачей должен иметь ограждение, открывающееся лишь при проходе заготовки и автоматически закрывающееся после ее обработки.
Рейсмусовые станки предназначены для обработки заготовок в размер на заданную толщину. ни могут быть односторонние и двусторонние. На односторонних обрабатывается поверхность, противоположная базовой. На двусторонних за один проход обрабатываются две противоположные пласти заготовок и щитов. Исполнительным элементом механизма резания в этих станках является ножевой вал, снабженный четырьмя ножами.
Подавать заготовки нужно торец в торец, используя всю ширину стола. После обработки материал не должен иметь заколов, вырывов, ворсистости, рисок. Мшистость, ворсистость получаются при фрезеровании сырого материала или обработке тупыми ножами, непрострожка – при неплотном прижимании валиками заготовки к столу, неодинаковом выступе лезвия ножей из вала и неодинаковой толщине заготовки.
До начала работы проверяют правильность установки ножей, остроту их заточки. Ножевой вал должен быть огражден. Обрабатывать заготовки, длина которых меньше расстояния между передними и задними валами, не допускается. Чистить, налаживать и ремонтировать станок на ходу запрещается.
Четырехсторонние продольно-фрезерные станки используют для обработки прямоугольных по сечению заготовок с четырех сторон за один проход с получением плоских или профильных поверхностей. Четырехсторонние станки имеют парные блоки горизонтальных и вертикальных фрезерных шпинделей. Каждый из блоков обрабатывает две противоположные поверхности. Последовательность шпинделей в блоках может быть выполнена по фуговально-рейсмусовой или двухрейсмусовой схеме.
Двухблоковая схема четырехстороннего станка может быть дополнена горизонтальными и вертикальными шпинделями для обработки профильных поверхностей на заготовке или ее деления на кратные элементы. Станки снабжены вальцовым или конвейерно-вальцовым механизмом подачи.
До начала работы устанавливают хорошо заточенный инструмент (ножи, фрезы), после чего по образцу детали настраивают подающий механизм, линейки, упоры, прижимы. Прижимные механизмы (ролики, линейки) устанавливают таким образом, чтобы обрабатываемый брусок мог свободно проходить в станок и не вибрировать. Подающие (верхние) валики регулируют так, чтобы при их опускании брусок мог пройти под ними.
Неровная поверхность при фрезеровании получается при вибрации станка и неотрегулированных ножевых валах, выхваты на концах – при обработке изогнутых заготовок и плохой регулировке прижимов, искаженный профиль – при неправильной установке ножей, фрез на вертикальных головках. Работать на станке без ограждений запрещается. Чистить, налаживать и регулировать станок на ходу не допускается. Для обработки древесины на строгальных станках применяют ножи и фрезы. До установки ножи должны быть хорошо наточены и отбалансированы. Крепят их на валу, головке, равномерно затягивая болты поочередно от середины к краям.
Фрезерные станки
Фрезерные станки предназначены для фрезерования прямолинейных и криволинейных поверхностей по внешнему и внутреннему, замкнутому и разомкнутому контурам, а также для профилирования калевок, нарезания шипов и проушин, обработки кромок. При обработке криволинейных поверхностей используются соответствующие шаблоны. Фрезерные станки делятся на две группы: с нижним и верхним расположением шпинделя.
Фрезерные станки с нижним расположением шпинделя могут быть с ручной и механизированной подачей, легкие (ФЛ), средние (ФС) и тяжелые (ФТ). На станках, оснащенных шипорезной кареткой, производятся шипорезные операции. Для обработки сложных криволинейных профилей используют копир и упорное кольцо, а для прямолинейного фрезерования – направляющую линейку. Станки широко универсальные применяются на деревообрабатывающих предприятиях с серийным выпуском продукции, а также на вспомогательных участках.
Фрезерные станки с верхним расположением шпинделя применяют для фигурного фрезерования, выборки четвертей, пазов, гнезд заданного рисунка и профиля (ФВК), а также для обработки наружних кромок брусковых деталей по профилю шаблона, закрепленного на карусельном столе (ФК). Станки с карусельным столом могут иметь один шпиндель (Ф1К) или два (Ф2К).
Непрострожка кромок заготовки получается при недостаточном припуске на обработку или при невыдержанном расстоянии между передней и задней линейками. Если при работе профиль детали искажается или смещается, это значит, что неправильно установлена фреза относительно рабочей плоскости стола. Волнистость обработанной поверхности получается вследствие неплотного прижима детали к направляющим линейкам. При работе с плохо заточенным или тупым инструментом получается мшистая поверхность детали.
Фрезерные станки с ручной подачей опасны в работе. Наибольшую опасность представляет режущий инструмент (фрезы, ножевые головки и др.), так как при фрезеровании руки работающего находятся на близком расстоянии от режущего инструмента.
При работе на станках надо соблюдать правила техники безопасности. Нерабочую часть фрезы и выступающие части (шпиндель) ограждают. При работе по линейке необходимо применять прижим. При фрезеровании по кольцу заготовки обрабатывают только в шаблонах; режущую часть фрезы, головки нужно оборудовать подвижными ограждениями. Нельзя производить криволинейное фрезерование против слоя древесины.
До начала фрезерования заготовка должна быть опилена (при большой кривизне) на ленточнопильном станке или лобзиком с припуском на обработку.
Работу на станке можно начинать лишь после того, как шпиндель полностью наберет необходимые обороты.
Шипорезные станки
Шипорезные станки предназначены для формирования шипов и проушин на смежных деталях при соединении их под углом в рамки, ящики или сращивании по длине. Наибольшее распространение получили шипорезные станки для выработки рамных и ящичных шипов. Шипорезные станки для выработки рамных шипов могут быть односторонние и двусторонние. На односторонних станках на колонне последовательно размещены суппорты: пильный, проушечный и два шипорезных. Заготовка устанавливается и фиксируется на каретке, которая имеет гидрофицированный привод механизма подачи. При перемещении каретки заготовка торцуется круглой пилой, вырабатывается проушина, если это необходимо, а затем формируется шип. Конечный выключатель дает команду на возвращение каретки в исходное положение, после чего цикл повторяется. На двусторонних станках комплекты режущих инструментов располагаются на колоннах с двух сторон. Заготовки подаются непрерывно конвейером и обрабатываются в изложенной последовательности с двух концов. Конструкция каждой колонны аналогична конструкции колонны одностороннего станка. Для настройки на заданную длину обрабатываемого бруска одна из колонн перемещается по направляющим. Механизм подачи выполнен в виде двух параллельных конвейерных цепей с упорами. Заготовки перемещаются по двум направляющим балкам упорами. Заготовки сверху прижимаются к направляющим подпружиненными клиновыми ремнями.
Шипорезные станки для выработки ящичных шипов бывают односторонние и двусторонние, для выработки прямого шипа и шипа “ласточкин хвост”. На двусторонних станках одна колонна подвижная для настройки на различную длину заготовки.
Шипы “ласточкин хвост” могут быть остроугольными и закругленными, которые применяются в мебельном производстве. Закругленные шипы зарезают на многошпиндельных станках на концах сопрягаемых дощечек одновременно. В качестве режущих инструментов применяют концевые конические фрезы.
Сверлильные, сверлильно-пазовальные и долбежные станки
Станки этой группы предназначены для сверления сквозных и несквозных отверстий, выборки гнезд, а также высверливания сучков с последующей заделкой пробками.
Основная классификация станков данной группы производится по применяемому режущему инструменту и выполняемой технологической операции (сверло – сверлильные, концевая фреза – сверлильно-фрезерные, фрезерная цепь или гнездовая фреза – долбежные), по расположению шпинделей (вертикальные, горизонтальные, горизонтально-вертикальные), по числу рабочих шпинделей (одно- и многошпиндельные). Вертикальные станки могут быть одно и многошпиндельные. На одношпиндельных станках стол с заготовкой может перемещаться в горизонтальном направлении для выборки гнезда. Вертикальное перемещение шпинделя может быть ручное (СВП) или механизированное (СВА, СВСА). Многошпиндельные (присадочные) станки используются для высверливания отверстий на пласти щитов в мебельном производстве.
Горизонтальные станки также могут быть одно- и многошпиндельные. Заготовки закрепляются на столе, который совершает осевое относительно инструмента перемещение, а режущий инструмент – радиальное перемещение на величину длины паза. На двушпиндельном станке СВПГ-2 величину радиального хода можно регулировать без остановки станка.
Горизонтально-вертикальные станки присадочные работают по позиционно- проходной схеме. Станки имеют многошпиндельные сверлильные головки, располагаемые сверху, снизу и по бокам обрабатываемого щита. Долбежные станки используются при выработке сквозных и несквозных гнезд прямоугольного сечения. Для их формирования в качестве режущего инструмента чаще всего используют фрезерную цепочку или гнездовую фрезу, которые устанавливаются на станках ДЦА и на агрегатных головках ДАГ.
Токарные станки
Токарные станки предназначены для обработки деталей, имеющих форму тел вращения. Обработка может производиться по внешней и внутренним поверхностям с получением цилиндрических, конических, сложных форм по продольной оси заготовки или заданной формы на плоскости.
Процесс обработки характеризуется вращательным движением обрабатываемой заготовки или режущего инструмента. В зависимости от технологического назначения станки бывают центровые, лоботокарные и круглопалочные (безцентровые).
Центровые станки могут быть с ручной и механизированной подачей режущего инструмента. На станке модели ТП40 выполняются работы с использованием ручного режущего инструмента, базируемого на подручнике. Обрабатываемая заготовка базируется в центрах шпинделя и задней бабки, которая может перемещаться по направляющим станины в зависимости от длины обрабатываемой детали.
Станки моделей ТС имеют суппорт, продольное перемещение которого механизировано. Поперечная подача резца производится вручную. На таких станках можно производить копировальные работы, вытачивание конусных деталей при сдвинутой задней бабке, а также обработку на планшайбе.
Лоботокарные станки имеют планшайбу большого диаметра, на которой закрепляется плоская заготовка, обрабатываемая на лобовой поверхности. Станки широко используются в модельном производстве. Круглопалочные станки предназначены для изготовления деталей цилиндрической формы (КПА) или с плавно изменяющимся диаметром по длине (КПФ). На станках данной группы базирование заготовок производится по внутренней поверхности ножевой головки или по специальной втулке на выходе из станка. Обработка производится внутренними ножами вращающейся головки, через которую проходит заготовка, перемещаемая подающими вальцами.
Шлифовальные станки
Для придания обработанной поверхности деталей и изделий высокого класса шероховатости, снятия провесов у створок, форточек, фрамуг, рамочных дверей, калибрования плитных материалов применяют шлифовальные станки.
Шлифование древесных материалов – процесс резания абразивными зернами, укрепленными на гибкой бумажной или тканевой основе (абразивная шкурка), а также твердыми абразивными кругами или пастами. Острые кромки зерен при нажиме на обрабатываемую заготовку внедряются в древесину, режут и скоблят ее, снимая тонкий слой в виде мелких стружек.
Шлифовальные станки подразделяют на три основные группы: ленточные, дисковые и цилиндровые. Ленточные станки применяют для шлифования плоских щитовых деталей, выпуклых и вогнутых поверхностей, калибрования заготовок из древесностружечных плит. В качестве инструмента на этих станках служит бесконечная шлифовальная лента, натянутая на двух- трех шкивах. Станки с неподвижным столом предназначены для плоскостного шлифования ящиков, щитков, дощечек и брусьев, а со свободной лентой – для обработки изогнутых и круглых шлифовальных деталей. Плоскостное шлифование облицованных и необлицованных щитов и плит производится на узко и широколенточных станках с контактным прижимом.
На ленточных шлифовальных станках используют шлифовальную шкурку на бумажной основе. Зернистость (номер) шкурки выбирают в зависимости от твердости обрабатываемого материала и требуемой шероховатости поверхности. Перед установкой шкурки проверьте качество ее склейки. Нельзя применять надорванные, неправильно склеенные ленты или ленты с неровными краями. При помощи маховичка уменьшите расстояние между шкивами и наденьте ленту. Место склеивания расположите так, чтобы наружный конец шва ( со стороны абразива) имел направление против рабочего движения ленты. Натяжение шлифовальной ленты регулируют, перемещая шкив или натяжной ролик. Не натягивайте слишком сильно ленту, так как это может привести к ее разрыву. При слабом натяжении лента будет проскальзывать по шкивам и быстро нагреваться. Силу натяжения необходимо устанавливать в зависимости от прочности основы ленты и определять по стреле прогиба ленты (около 20 мм) при легком нажиме на нее.
При настройке станка на стол кладут деталь и, передвигая стол по высоте, определяют требуемое его положение.
После обработки партии деталей шкуркой одного номера ее обрабатывают шкуркой другого номера до получения поверхности нужной шероховатости.
Дисковые станки предназначены для чернового шлифования деталей, снятия провесов в собранных рамках, выравнивания углов и удаления свесов в ящичных узлах. Инструментом является листовая абразивная шкурка, закрепляемая на торцовой поверхности диска.
Цилиндровые станки бывают одно- и трехцилиндровые. Одноцилиндровые станки с ручной или механической подачей применяют для плоскостного шлифования прямых и изогнутых щитовых и брусковых деталей, заоваливания острых ребер.